Введите слово или словосочетание на любом языке 👆
Язык:
Перевод и анализ слов искусственным интеллектом ChatGPT
На этой странице Вы можете получить подробный анализ слова или словосочетания, произведенный с помощью лучшей на сегодняшний день технологии искусственного интеллекта:
- как употребляется слово
- частота употребления
- используется оно чаще в устной или письменной речи
- варианты перевода слова
- примеры употребления (несколько фраз с переводом)
- этимология
Что (кто) такое ПОЛИГРАФИЯ: ОФСЕТНАЯ ПЕЧАТЬ - определение
Офсет; Печать офсетная


Найдено результатов: 188
ПОЛИГРАФИЯ: ОФСЕТНАЯ ПЕЧАТЬ
К статье ПОЛИГРАФИЯ
Процессы офсетной печати существенно отличаются от описанных выше процессов высокой печати. Если при высокой печати печатание осуществляется непосредственно с типографского шрифта и клише, то при офсетной печати необходимо фотографическое преобразование изображения набранного материала в прозрачное изображение на пленке. Выполненный шрифтовой набор сначала фотографируется. Затем полученный пленочный негатив используется как диапозитив для переноса изображения набора на формный материал, покрытый светочувствительным слоем.
Существуют три основных вида набора для офсетной печати: металлический набор, набор на наборно-пишущих машинках и фотонабор.
Набор металлический и на наборно-пишущих машинках. После того как машинным методом выполнен металлический набор текста, для получения фоторепродуцируемого оригинал-макета чаще всего используют репродуцируемый оттиск набора. Набор после постраничной верстки помещают на талер пробопечатного плоскопечатного станка. Полученный оттиск можно фотографировать как фоторепродуцируемый оригинал-макет.
Наборно-пишущие машинки - наиболее распространенная (из разработанных в прежние годы) техника получения фоторепродуцируемого оригинал-макета без металлического набора. Электрические пишущие машинки с типографским рисунком шрифта, в которых краска с красящей ленты переносится литерой на бумагу, дают оригиналы для репродуцирования в отраженном свете. Набор на наборно-пишущих машинках может сочетаться с фотонабором.
Фотонабор. Установки для фотонабора прошли путь от простейших ручных приборов для набора текстов полиграфического качества до автоматически управляемых устройств, обеспечивающих очень быструю переработку текстовых массивов.
Фотонабор основан на фотографическом процессе (с очень коротким временем экспонирования), при котором знаки по одному экспонируются на фотопленке или стабилизирующейся фотобумаге. Он может быть компьютеризован и требует оборудования двух видов: ленточного перфоратора с клавиатурой и фотонаборной машины, управляемой перфолентой.
Одна фотонаборная машина может работать с несколькими перфораторами. При нажатии клавиши перфоратор набивает на бумажной ленте кодовую комбинацию отверстий соответствующего типографского знака.
На фотонаборных установках с ручным обслуживанием выключку строк, т.е. подгонку их к заданной длине, выполняет оператор. Для этого он следит за показаниями счетчика, который регистрирует занятую и свободную части длины строки. Компьютеризованные же установки не требуют такой построчной выключки. Оператор полностью концентрирует свое внимание на непрерывно набираемом тексте, а информация с перфоленты вводится в компьютер с установленной в нем программой автоматической выключки до стандартного формата.
Современные фотонаборные машины - это скоростные устройства, конструкция которых позволяет использовать сразу несколько операторов, работающих параллельно на клавиатуре ленточных перфораторов. Принято разделять их на машины трех "поколений".
Машины первого поколения представляют собой простые фотомеханические устройства. Вводимая перфолента задает положение матричной рамки, конструктивно схожей с матричной рамкой магазина буквоотливной наборной машины. Основное различие в том, что здесь матричная рамка содержит не матрицы для отливки литер из металла, а фотонегативы типографских знаков. Когда перфолента вызывает ту или иную букву, матричная рамка механически устанавливается в положение, при котором эта буква может быть экспонирована в нужном месте фотобумаги или фотопленки. Кегль шрифта изменяется перемещением оптической увеличительной системы.
В машинах второго поколения, наиболее распространенных в настоящее время, имеется дисковый или барабанный шрифтоноситель, по окружности которого напечатаны прозрачные буквы алфавита. При вращении шрифтоносителя вводимая перфолента запускает экспонирующее устройство, которое дает световую вспышку в тот момент, когда нужная буква оказывается на пути света. При экспонировании свет, несущий изображение буквы, проходит через увеличительную систему, положением которой определяется кегль шрифта. В ходе экспонирования шаговый механизм определяет ширину буквы и передвигает фотопленку или фотобумагу в положение для экспонирования следующей буквы. Производительность фотонаборных машин второго поколения намного выше, чем первого, и составляет от 20 до 600 знаков в секунду и более.
Машины третьего поколения - это высокоскоростные установки с электронно-лучевой трубкой, не имеющие деталей, которые совершали бы механическое движение во время набора. В таких установках все знаки хранятся в форме шрифтовых комплектов в памяти компьютера. Когда они вызываются вводимой перфолентой или магнитной лентой, компьютер выводит их на экран монитора. С помощью оптической системы знаки моментально регистрируются на фотоматериале. Кегль шрифта регулируется электронными средствами, производительность может составлять от 100 до 10 000 знаков в секунду в зависимости от требуемого качества печати.
По завершении набора экспонированный фотоматериал (пленка или бумага) остается в светонепроницаемой кассете. Фотопленка проходит химическую обработку в темном помещении, и полученный негатив непосредственно используется для изготовления печатной формы. На фотобумаге же после обработки получаются гранки текста, подобные пробному оттиску.
Репродукционные установки. Оригиналами для копирования при изготовлении печатных форм офсетной печати служат прозрачные фотографические изображения (на фотопленке) текста, набранного рассмотренными выше методами, репродуцируемых оттисков, фотоснимков, иллюстраций и всех других материалов, которые требуется представить в печатном виде. Для получения таких промежуточных оригиналов применяются репродукционные фотоаппараты.
При изготовлении печатных форм используются репродукционные оригиналы трех видов: штриховые, полутоновые и цветные. Штриховые оригиналы, подобно штриховым клише для высокой печати, содержат лишь линии и темные участки без полутоновых градаций. Они служат для воспроизведения репродуцируемых оттисков, фотонаборных гранок на бумаге, графиков, рисунков пером и пр. Полутоновые же офсетные оригиналы, как и полутоновые клише высокой печати, содержат до 30-45 переходов тона от насыщенного до нулевой плотности.
При изготовлении штрихового или полутонового репродуцируемого оригинал-макета обычно выполняется фотомонтаж. Все штриховые оригиналы наклеиваются на листы плотной бумаги в том положении, в каком они должны быть на окончательно запечатанном листе. Результатом такой операции, аналогичной постраничной верстке текста в случае металлического набора, является смонтированный оригинал-макет всего типографского заказа. Этот оригинал-макет фотографируется как единое целое.
После экспонирования в репродукционном фотоаппарате штрихового оригинал-макета в фотоаппарат помещается полутоновый оригинал, и фотоаппарат устанавливается на размер. Чтобы воспроизвести полутоновый оригинал, его необходимо преобразовать в изображение из полутоновых точек. Это осуществляется с помощью полутонового растра, как описывалось выше. Затем штриховые и полутоновые негативы совмещают по соответствующей схеме спуска так, чтобы впоследствии они оказались в правильном положении на запечатанном листе бумаги. После этого негативы переносятся на монтажный лист, который становится носителем всех негативов, используемых при изготовлении офсетных печатных форм.
Многокрасочная печать. Цветной оригинал труднее воспроизвести, чем штриховой и полутоновый, т.к. для этого требуется цветоделение. Цвета субтрактивного смешения - синий, зеленый и красный - образуются при наложении друг на друга соответственно голубого и пурпурного, голубого и желтого, пурпурного и желтого. Чтобы точно воспроизвести требуемый цвет, например зеленый или оранжевый, нужно точно воспроизвести соотношение в нем трех цветовых составляющих - желтого, голубого и пурпурного. Это достигается при помощи трех цветоделительных светофильтров, каждый из которых пропускает на черно-белую фотопленку только свет, соответствующий его цвету. Затем уже нетрудно воспроизвести такую же смесь цветов на бумаге путем последовательного наложения желтой, синей и красной красок с трех разных печатных форм. Как правило, добавляют еще и четвертую форму - для черного цвета, что позволяет увеличить диапазон плотности и повысить четкость на участках тени. Цветоделение осуществляется в репродукционном фотоаппарате, но существует и более современный метод электронного цветоделения, о котором подробнее будет сказано ниже.
Цветоделительная съемка требует четырехкратного экспонирования оригинала на отдельные фотопленки. Первая экспозиция делается через красный светофильтр, который пропускает только голубой, или синий, свет от оригинала. Вторая экспозиция делается через зеленый светофильтр, и регистрируется только красный, или пурпурный, свет. При третьей экспозиции регистрируется только желтый свет через синий светофильтр. Четвертая экспозиция, для черного цвета, состоит из трех частичных экспозиций: одной - через красный светофильтр, другой - через зеленый и третьей - через синий. По четырем цветоделительным негативам изготавливаются офсетные формы, по одной для каждой краски. При последовательном печатании эти формы точно воспроизводят цветовой состав оригинала.
Изготовление печатных форм. Офсетные печатные формы обычно изготовляются из металлической фольги толщиной 0,01-0,05 мм. Два основных типа таких форм - поверхностные и "глубокий офсет", причем к последним относятся и биметаллические.
Поверхностные формы - это действительные формы плоской печати: их печатающие участки расположены на одном уровне с непечатающими. Защитное светочувствительное покрытие может наноситься наливанием в центре формы с последующим вращением для выравнивания либо накатыванием. Выпускаются также формные материалы с заранее нанесенным светочувствительным защитным слоем. Поверхностные формы обычно применяются в тех случаях, когда тираж не превышает 45 000.
Формы глубокого офсета обрабатываются так же, как и поверхностные, но их непечатающие участки заглубляются химическим травлением. Благодаря этому такие формы более тиражестойки, чем поверхностные, и выдерживают до 500 000 оттисков.
Биметаллические формы состоят из двух слоев разных металлов, одного - очень хорошо смачиваемого краской (например, меди) и образующего печатающие участки, а другого - плохо смачиваемого краской (например, неполированного хрома) и образующего пробельные участки. Биметаллические формы четко воспроизводят высококачественные изображения и выдерживают до 3-5 млн. оттисков.
Офсетные машины. Машины плоской офсетной печати делятся на плоскопечатные и ротационные. Ротационные машины по виду запечатываемого материала (бумаги) подразделяются на листовые и рулонные. По конструкции многих узлов, красочных аппаратов и др. офсетные машины аналогичны машинам высокой печати. Основная же их отличительная особенность - наличие офсетных передаточных цилиндров и увлажняющих аппаратов.
Листовые офсетные машины. В листовой ротационной офсетной машине печатаемое изображение переносится с формы на бумагу с помощью трех цилиндров - формного, передаточного и печатного. Форма плоской печати закрепляется на формном цилиндре. Увлажняющий аппарат наносит на ее пробельные элементы тонкий слой увлажняющего раствора, после чего красочный аппарат накатывает на нее краску. При вращении формного цилиндра красочное изображение переносится на гладкую резино-тканевую пластину, закрепленную на передаточном цилиндре. Эта пластина переносит изображение на бумажный лист, удерживаемый захватами на печатном цилиндре.
Листовая офсетная машина может быть однокрасочной и многокрасочной. Многокрасочные машины агрегатируются из отдельных печатных секций (содержащих формный, передаточный и печатный цилиндры) с отдельными красочными и увлажняющими аппаратами - по числу печатаемых красок. Бумага переходит из одной секции в другую, и полный оттиск получается последовательным наложением красок. Порядок наложения красок определяется конкретной спецификацией заказа. Чаще всего они накладываются в таком порядке: желтая, красная, синяя, черная.
Одной из типичных разновидностей ротационной офсетной машины является двухсторонняя листовая машина. В ней имеются два формных и два передаточных цилиндра. На обоих формных цилиндрах закрепляется по печатной форме, и красочные изображения переносятся с форм на соответствующие передаточные цилиндры. Бумага зажимается между передаточными цилиндрами, и красочные изображения переносятся с них на разные стороны бумажного листа. При этом один передаточный цилиндр играет роль печатного цилиндра для другого.
Еще один вид листовой офсетной машины - плоскопечатная машина. Здесь форма плоской печати и бумага располагаются на талере машины. Над талером движется каретка с передаточным цилиндром, увлажняющим и красочным аппаратами, которая за один проход увлажняет поверхность формы, накатывает на нее краску и переносит красочное изображение на передаточный цилиндр, а с него - на бумагу.
Рулонные офсетные машины. Рулонные офсетные машины, как и рулонные ротационные машины высокой печати, печатают на непрерывном бумажном полотне. Запечатанное полотно либо снова сматывается в рулон, либо разрезается на листы, фальцуется, брошюруется и переплетается в соответствии со спецификацией заказа.
Рулонные офсетные машины разделяются на секционные, двухсторонние и планетарные. Секционные, подобно многокрасочной листовой машине, состоят из нескольких секций (по числу печатаемых красок), печатающих каждая свою краску на одной стороне бумажного полотна. В двухсторонней машине передаточный цилиндр одной секции служит печатным цилиндром для передаточного цилиндра другой, так что за один прогон бумажное полотно запечатывается с обеих сторон. В планетарной машине красочные секции группируются вокруг общего печатного цилиндра. Печатание осуществляется при прохождении бумажного полотна между ним и передаточными цилиндрами отдельных секций.
ОФСЕТ
а, мн. нет, м., полигр.
Способ печатания, при котором краска с печатной формы (цинковой, алюминиевой и т.п.) передается на промежуточный резиновый цилиндр, а с него на бумагу. Офсетный - относящийся к офсету. | Пер-вые офсетные машины были созданы в 1904г. в Англии.
офсет
Офсетная печать
Офсе́тная печа́ть (в полиграфии, от ) — разновидность печати, предусматривающая перенос краски с печатной формы на запечатываемый материал не напрямую, а через промежуточный офсетный цилиндр. Соответственно, в отличие от прочих методов печати, изображение на печатной форме делается не зеркальным, а прямым.
офсет
м.
Способ печатания, при котором изображение с печатной формы передается на резиновую ленту, а с нее на бумагу.
Способ печатания, при котором изображение с печатной формы передается на резиновую ленту, а с нее на бумагу.
ОФСЕТНАЯ ПЕЧАТЬ
(англ. offset), разновидность плоской печати, при которой краска с печатной формы передается на резиновую поверхность, а с нее переносится на бумагу (или др. материал); это позволяет печатать тонкими слоями красок на шероховатых бумагах. Применяется для печатания всех типов изданий (в т. ч. многокрасочных).
Офсетная печать
(англ. offset)

способ печатания, при котором краска с печатной формы передаётся под давлением на промежуточную эластичную поверхность резинового полотна, а с неё на бумагу или другой печатный материал. Принцип О. п. предложен в 1905 в США, когда была создана первая офсетная печатная машина. Обычно название "О. п." объединяет процессы печатания с форм плоской печати (См. Плоская печать), которые основаны на избирательном смачивании печатающих элементов краской, а пробельных - водным раствором, что достигается благодаря различным молекулярно-поверхностным свойствам отдельных участков формы. В процессе печатания форму попеременно смачивают водным раствором и закатывают краской, после чего вводят под давлением в контакт с поверхностью резиновой пластины, а последнюю - в контакт с бумагой и получают отпечаток. Таким образом происходит двукратная передача изображения и бумага не входит в непосредственный контакт с печатной формой, что позволяет резко сократить давление, необходимое при печатании, а следовательно, и износ формы, увеличить скорость печатания и улучшить качество воспроизведения.
Технология О. п. основана на применении фотомеханических методов и электронной техники в формных процессах, а также использовании средств механизации и автоматизации при изготовлении форм и печатании. Офсетные печатные формы изготавливаются на алюминиевых или цинковых пластинах толщиной 0,35-0,8 мм, поверхность которых подвергают механической обработке (зернению) для получения равномерно матовой поверхности. Печатающие и пробельные элементы на поверхности пластин образуются путём создания различных по молекулярно-поверхностным свойствам плёнок, устойчиво воспринимающих влагу или краску. Это так называемые монометаллические формы. Алюминиевые пластины для увеличения адсорбционной способности и повышения износостойкости поверхности подвергают комплексной электрохимической подготовке на автоматизированных гальванолиниях. Применяются также способы изготовления форм на полиметаллических пластинах, основанные на использовании двух металлов с разными молекулярно-поверхностными свойствами: меди для создания устойчивых печатающих элементов и никеля (или хрома, нержавеющей стали) - для пробельных. Высокие гидрофильность и износостойкость пробельных элементов позволяют применять полиметаллические формы при печатании изданий большими тиражами на высокоскоростных печатных машинах. Полиметаллические пластины обычно изготавливают на алюминиевой или стальной основе и гальваническим путём наносят на всю поверхность пластины плёнки меди толщиной до 10 мкм и никеля или хрома толщиной 1-3 мкм.
Печатающие элементы на монометаллических или полиметаллических пластинах создаются фотохимическим способом путём копирования изображения через негатив или диапозитив на светочувствительный копировальный слой. Такие слои изготавливают из высокомолекулярных соединений (альбумин, камедь сибирская лиственница, поливиниловый спирт и др.) и хромовых солей, или диазосоединений (См. Диазосоединения), с введением плёнкообразующих веществ или фотополимеров. Продукты фотохимической реакции хромовых солей обладают дубящим действием. При копировании на освещенных участках слой дубится и теряет способность растворяться в воде. С неосвещенных участков, защищенных непрозрачными элементами негатива или диапозитива, слой удаляется при проявлении, и на пластине создаётся изображение - печатающие элементы. Более широко используются копировальные слои на диазосоединениях, в которых под действием света происходит фотохимический распад в освещенных местах и слой удаляется с этих участков пластины при проявлении. В копировальных слоях из фотополимеров под действием света на освещенных участках происходит полимеризация слоя и потеря растворимости в воде. С неосвещенных участков слой удаляется при проявлении. Копировальный слой на диазосоединениях и фотополимеры, нанесённые тонким слоем на металлические пластины (моно- или полиметаллические), длительное время (более года) не изменяют свойств, что позволяет производить подготовку металлов и предварительное очувствление пластин на специализированных предприятиях.
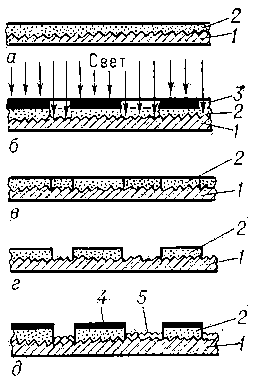
При изготовлении форм на предварительно очувствлённых пластинах печатающие элементы на монометалле создаются на копировальном слое, защищенном при копировании непрозрачными участками диапозитива и оставшимися после проявления копии (рис. 1). На полиметаллических пластинах копировальный слой после проявления удаляется с печатающих элементов и остаётся как временная защита на пробельных участках. Затем производят химическое или электрохимическое травление верхнего металла (никеля или хрома) до слоя меди, после чего удаляют защитный слой с пробельных элементов. В этом случае печатающие элементы создаются на поверхности меди, а пробельные - на никеле или хроме (рис. 2). При всех способах изготовления форм после создания печатающих элементов производят обработку пробельных элементов гидрофилизующим раствором для придания им устойчивых гидрофильных свойств.
Отдельные операции процесса изготовления монометаллических форм (проявление, промывка, сушка) проводятся на механизированных установках, процессы обработки копии и изготовление полиметаллических форм - на механизированных линиях.
О. п. осуществляется на офсетных машинах (см. Печатная машина). За каждый рабочий цикл машины происходит увлажнение печатной формы, накатывание краски на печатающие элементы, подача бумаги, собственно печатание и вывод готового оттиска на приёмный стол.
О. п. получила широкое применение благодаря механизации формных процессов, высокой производительности печатных машин, возможности воспроизведения всех типов изданий.
Лит.: Синяков Н. И., Технология изготовления фотомеханических печатных форм, М., 1966; Никанчикова Е. А., Попова А. Л., Технология офсетной печати, М., 1966; Захаров А. Г., Фуфаевский Д. А., Офсетные машины и работа на них, М., 1972.
А. Л. Попова.
Рис. 1. Схема процесса изготовления монометаллической печатной формы на зернёном алюминии: а - предварительно очувствлённая пластина; б - копирование диапозитива; в - копия до проявления (диазослой под действием света разрушен на пробельных элементах); г - копия после проявления; д - готовая форма; 1 - зернёная алюминиевая пластина; 2 - копировальный слой на диазосоединениях; 3 - диапозитив; 4 - печатная краска на печатающих элементах; 5 - водная плёнка на пробельных элементах.
Рис. 2. Схема процесса изготовления полиметаллической печатной формы: а - предварительно очувствлённые полиметаллические пластины; б - копирование через диапозитив; в - проявленная копия (копировальный слой на пробельных элементах задублен под действием света и удалён с печатающих элементов); г - после удаления слоя хрома с печатающих элементов путём травления; д - после удаления задубленного копировального слоя; е - печатная форма; 1 - пластина углеродистой стали (основа); 2 - медь; 3 - хром; 4 - копировальный слой; 5 - диапозитив; 6 - печатная краска на печатающих элементах; 7 - водная плёнка на пробельных элементах.
ОФСЕТ
То же, что офсетная печать.
Удостоверяющая печать

![Торы]]](https://commons.wikimedia.org/wiki/Special:FilePath/04ring.jpg?width=200 "Торы]]")


")
![公章}}) организаций [[КНР]]](https://commons.wikimedia.org/wiki/Special:FilePath/PRC-Stamp-Demo.jpg?width=200 "公章}}) организаций [[КНР]]")
![Вероне]] (1073 год)](https://commons.wikimedia.org/wiki/Special:FilePath/Sigillum cereum.jpg?width=200 "Вероне]] (1073 год)")
![Семёна Ивановича (Гордого)]]. Новгород, 1341-1353](https://commons.wikimedia.org/wiki/Special:FilePath/Simeon Gordiy's seal (1341-53) by shakko.jpg?width=200 "Семёна Ивановича (Гордого)]]. Новгород, 1341-1353")
![Ивана Грозного]], [[XVI век]]](https://commons.wikimedia.org/wiki/Special:FilePath/Бол.печать Ивана Грозного.jpg?width=200 "Ивана Грозного]], [[XVI век]]")
![Печать города [[Наход]] 1570 года](https://commons.wikimedia.org/wiki/Special:FilePath/Seal of Náchod town from 1570 (big).jpg?width=200 "Печать города [[Наход]] 1570 года")
![Лозанны]]: инструмент (слева) и оттиск (справа)](https://commons.wikimedia.org/wiki/Special:FilePath/Seal of Lausanne-IMG 4771.jpg?width=200 "Лозанны]]: инструмент (слева) и оттиск (справа)")

![акта]] 1638 года](https://commons.wikimedia.org/wiki/Special:FilePath/Sealtaglarge.jpg?width=200 "акта]] 1638 года")

![Фальшивая печать [[НКВД]], найденная на территории спецлагеря [[Абвер]]а](https://commons.wikimedia.org/wiki/Special:FilePath/RIAN archive 387841 Fake NKVD seal in the Central Museum of the Russian Interior Ministry.jpg?width=200 "Фальшивая печать [[НКВД]], найденная на территории спецлагеря [[Абвер]]а")
![[[Сургуч]] на письме с фамильным гербом Фонсеки Падилья, Халиско, Мексика](https://commons.wikimedia.org/wiki/Special:FilePath/Lacre-JP-VII.jpg?width=200 "[[Сургуч]] на письме с фамильным гербом Фонсеки Падилья, Халиско, Мексика")


ОТТИСК НА ДОКУМЕНТЕ, УДОСТОВЕРЯЮЩИЙ ЕГО ПОДЛИННОСТЬ И ПРИДАЮЩИЙ ЕМУ ЮРИДИЧЕСКУЮ СИЛУ
Государственная печать; Гербовая печать; Печать (удостоверяющая)
Удостоверяющая печать, гербовая печать — инструмент для заверения подлинности документов, а также оттиск, полученный с помощью этого инструмента.
Ирисовая печать
И́рисовая печа́ть (от «радуга»), ра́дужная печа́ть — специальный вид печати, при котором наблюдаются плавные изменения цвета при переходе от одной краски к другой. Чаще всего используется в качестве средств защиты банкнот и ценных бумаг.
Википедия
Офсетная печать
Офсе́тная печа́ть (в полиграфии, от англ. off-set — без контакта с печатной формой) — разновидность печати, предусматривающая перенос краски с печатной формы на запечатываемый материал не напрямую, а через промежуточный офсетный цилиндр. Соответственно, в отличие от прочих методов печати, изображение на печатной форме делается не зеркальным, а прямым. Офсет применяется главным образом в плоской печати. Первые станки для офсетной печати появились в США в 1905 году.